FDM打印防收缩槽:一条线消除散热孔槽冷却纹
声明: 本文记录的防收缩槽技巧来自小红书用户「聆息听韵」(小红书号:26507740295)的帖子分享。本文是学习整理笔记,用于理解 FDM 打印中冷却收缩纹的成因与抑制方法。本文作者不是该技巧的原创者,未参与原帖的实验过程。 文中工程分析来自对打印现象的推理,不代表原作者的设计思路。
问题:FDM 打印冷却纹
FDM 打印中,熔融塑料从喷嘴挤出后迅速冷却固化。当模型存在长条形散热孔槽时,孔槽上下边缘的冷却速度不一致——上层已固化收缩,下层还在挤出,层间积累的收缩应力会在孔槽根部释放,形成一道道横向冷却收缩纹。
这种纹路在功能性结构件上尤其扎眼:散热齿、通风槽、卡扣开孔等位置的表面质量直接决定了成品观感。打磨可以缓解,但窄槽内部几乎无法处理。
偶然的对照实验
聆息听韵在打印一个"过度工程的充电站"底座时,意外做了一次完美的 A/B 对照:
- 左侧散热孔:建模时在孔槽根部预挖了一条细小的弧形防收缩槽
- 右侧散热孔:忘了画这条槽,保持原始直角结构
同一块底板、同一卷耗材、同一次打印——唯一的变量就是那条不起眼的线。

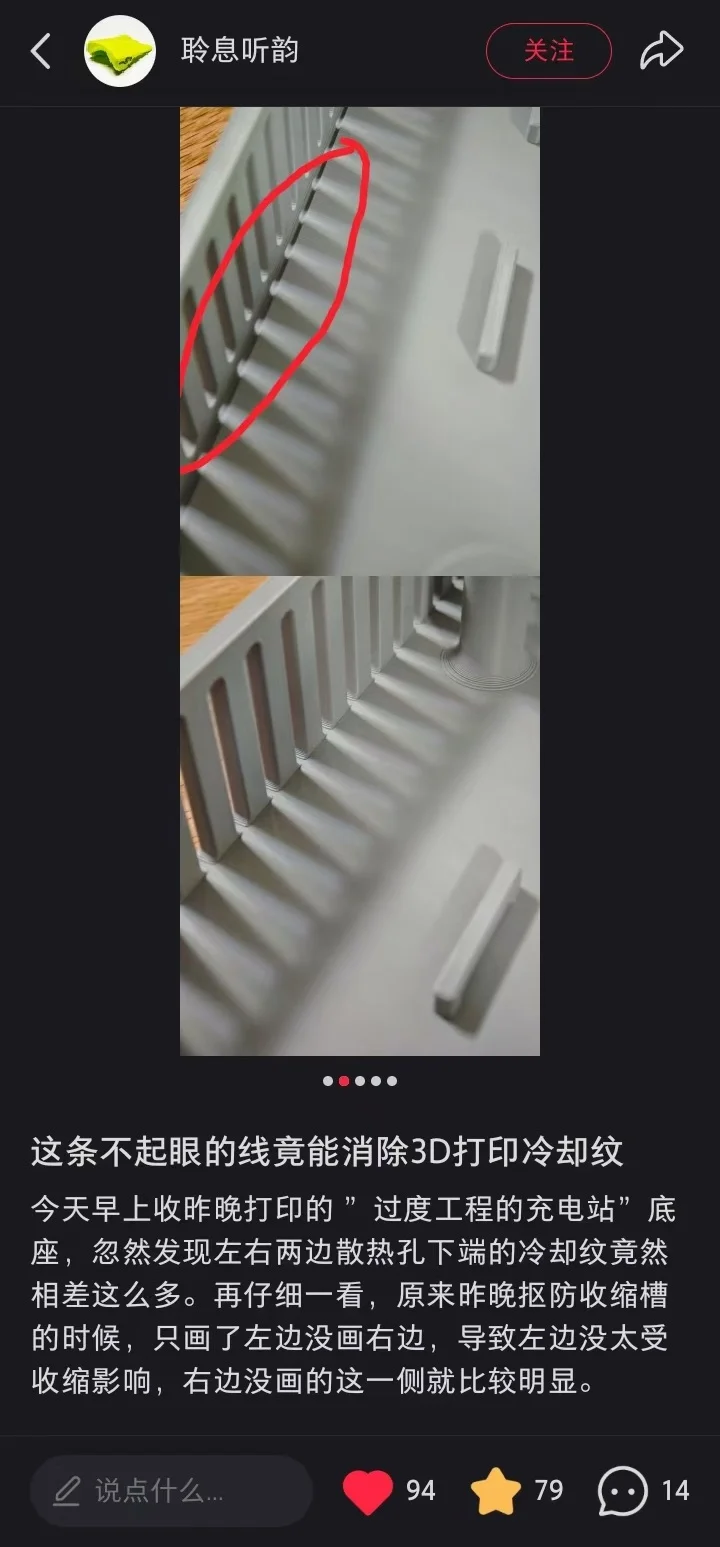
结果一目了然:有防收缩槽的一侧几乎看不到冷却纹,表面平整;没画槽的一侧,散热齿根部布满明显的收缩纹路。
为什么一条线能解决问题
从原理上看,防收缩槽的作用是切断连续收缩应力路径:
- 散热孔槽的上下边缘在冷却时各自收缩,在直角根部交汇处形成应力集中
- 预挖的弧形槽将连续的直角拐点打断,收缩应力在槽的弧形表面分散释放,不再积累到一条线上
- 弧形槽自身的曲率让收缩变形均匀分布,视觉上不可见
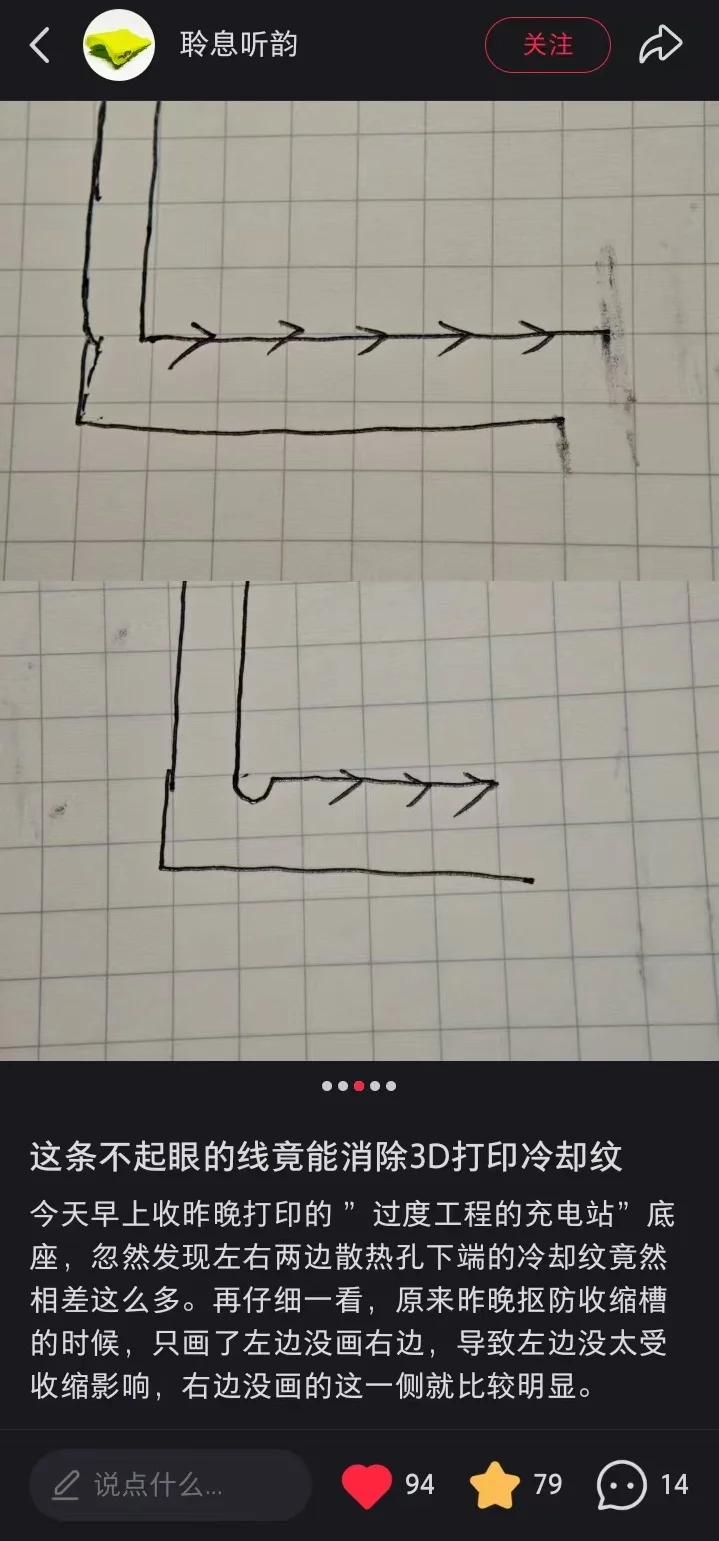
原作者在方格纸上手绘了两种结构的对比:上图为原始直角孔槽,挤出路径箭头直指应力集中拐点;下图在孔槽起始位置挖出弧形防收缩槽,将应力路径切断。
本质上,这和注塑模具的"防缩痕槽"、金属焊接的"应力释放槽"是同一个工程直觉:不要让收缩应力在一条线上集中。
实操要点
从原帖的实践可以总结几条经验:
- 预挖而非后处理:防收缩槽是建模时画在模型上的,不是打印后雕刻。在 CAD 中孔槽根部加一段弧形切除即可
- 槽不需要大:从对比图看,一条宽度不到 1mm 的弧形线就能生效,不会影响结构强度
- 散热孔槽最容易中招:长条形开孔是冷却纹重灾区,圆孔由于应力分布均匀反而问题不大
- 别忘了对称结构:左右对称的孔槽要一起画,原作者"只画左边没画右边"恰好验证了效果
总结
这个技巧的价值在于成本极低、效果显著。建模时多画一条线的时间可以忽略不计,但打印成品的表面质量提升肉眼可见。对于经常打印功能性结构件的玩家,值得放进自己的建模习惯里。
本文由 AI 辅助生成,可能存在错误或遗漏,请以实际资料和官方文档为准。